先日人から聞いて、オーストリアでの素晴らしい成功例として有名な「ギュッシング(人口4000人の村。再生可能エネルギーによる地域活性のモデルとして、世界的に知られている。)」のバイオマス施設が破綻していたことを知った。

https://www.alterna.co.jp/25895/
(田中 淳夫/「熱のFIT」で里山の保全を)
ぼくがあまり評価しない「里山資本主義」という本に、また一つ汚点が増えた。
この本で紹介している「里山資本」の中心となっている会社の木材が、実は地域産木材はほとんどなく、ほぼすべてが輸入木材であることを知って以来評価していなかったが、今回は理想像のように描かれていた地域と会社が破綻状態になっていた。
ある人から「この本の著者のイベントをするから推薦人になってほしい」と頼まれたのを断ったのは、バイオマス資源が輸入材だったからだ。
今回「ギュッシング」のバイオマス施設が破綻状態であったことは、それ以上の衝撃だった。
美しく地域で利益を生み出しているという話が、全く逆になってしまったからだ。何が破綻の原因なのだろう。日本でもたくさんのバイオマス資源設備が稼働しているし、ぼくが住んでいる岡山県和気町だって同じような計画もある。調べずに進めたら同様の陥穽に落ちてしまうだろう。
どのように運用していたのかを成功例として2015年8月に書かれた記事があったので、そこから紹介してみよう。
https://sgforum.impress.co.jp/article/1681?page=0%2C1
この記事もまた「里山資本主義」と同様に成功事例として書いている。どこに落とし穴があったのだろうか。よく読むと解説の中にその原因の一端が垣間見える。
ここで気になるのは、ギュッシングでは「木材の含水率40%でOK」と書かれている点だ。記事内のグラフを下に引用すると同時に、その解説に書かれている部分も紹介したい。
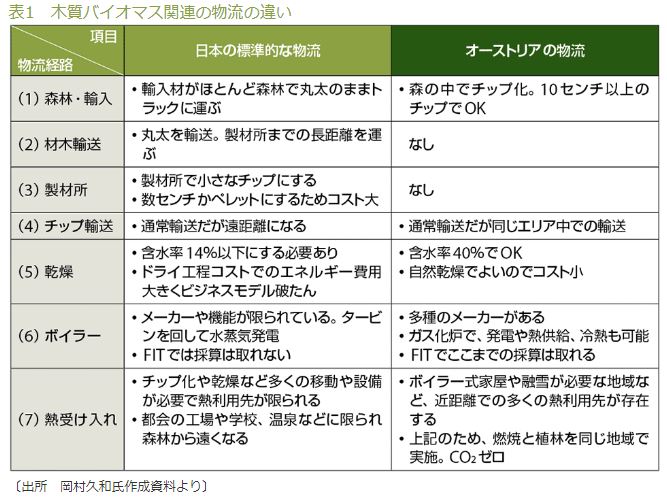
「製材所までの工程を見ると、オーストリアの木質バイオマスの物流では、森林での木材伐採の直後に、前出のチッパーなどの機器を使って、そのままチップを作っている。同時にそのチップの大きさは15㎝程度ものでも許容されている施設が多い。ここまでの工程で、伐採から製材所への受け渡し、加工などのたびに必要な多様な産業の数が減り、輸送やチップ化へのコストが大幅に削減できることがわかる。
特に現状の日本などにおいては、チップの含水率は一般的に14%以下に乾燥させないとバイオマス発電ができないとされているが、オーストリアでは含水率が40%(自然乾燥)かつチップの大きさも7~8センチから最大15センチ程度でも燃焼可能(800~900℃あるいは、1,300~1,800℃の高温処理)なボイラーが数多く存在している。また、10MWh程度の超大型ボイラー設備でも分解してコンテナ12個に格納できるというものもある。
含水率14%以下にするためには、乾燥のためのコストが多くかかるが、40%の含水率(自然乾燥)のチップのままで燃焼できれば、コストは低く抑えられる」
という部分だ。
確かに含水率40%のままで燃やせるなら大きなメリットだろう。なぜなら「含水率」という通り、水分を蒸発させるのに膨大なエネルギーが必要になるからだ。水分をたった1gだけ1℃温度を上げるのに、4.2ジュール(j)の熱が必要になる。その木材の重さ(仮に1トンとする)×(含水率40%から14%に下げる=26%)×(100-常温温度)×4.2jだけの熱を与えないと、水分を沸騰させて蒸発させることはできないのだ。
これを計算してみたが、乾燥に必要になるエネルギー量が、乾燥した後の木材を燃やして発電したエネルギー量とほぼ同じになってしまう。木材を乾燥させるためのエネルギー消費が多すぎて、発電してもそれ以上の正味熱量が得られない。
つまり木材乾燥に必要なエネルギー量が大きすぎて、使えるものにならないのだ。
乾燥させる画期的な方法がなければ、木材を発電用どころか「熱源」としてすら使うのも難しいだろう。
ギュッシングが成功しなかったのは、
第一に木材を乾燥させるための熱量を過小評価したこと、
第二に木材の熱量が低いために、発電のための木材量が膨大になり、森を伐採しすぎて痛めつける結果になったためだろう。

2022年7月発行の天然住宅田中優コラム「持続可能な社会を目指して」より転載しました。
田中優コラム一覧はこちら↓